




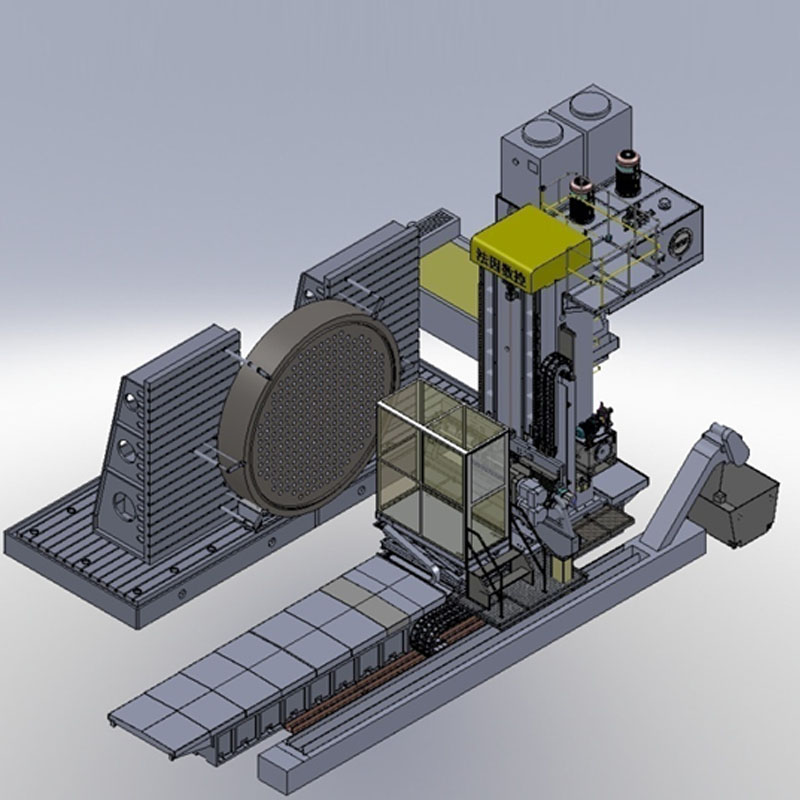

Хоризонтална двушпинделна CNC машина за дълбоко пробиване




| Елемент | Име | Стойност на параметъра | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
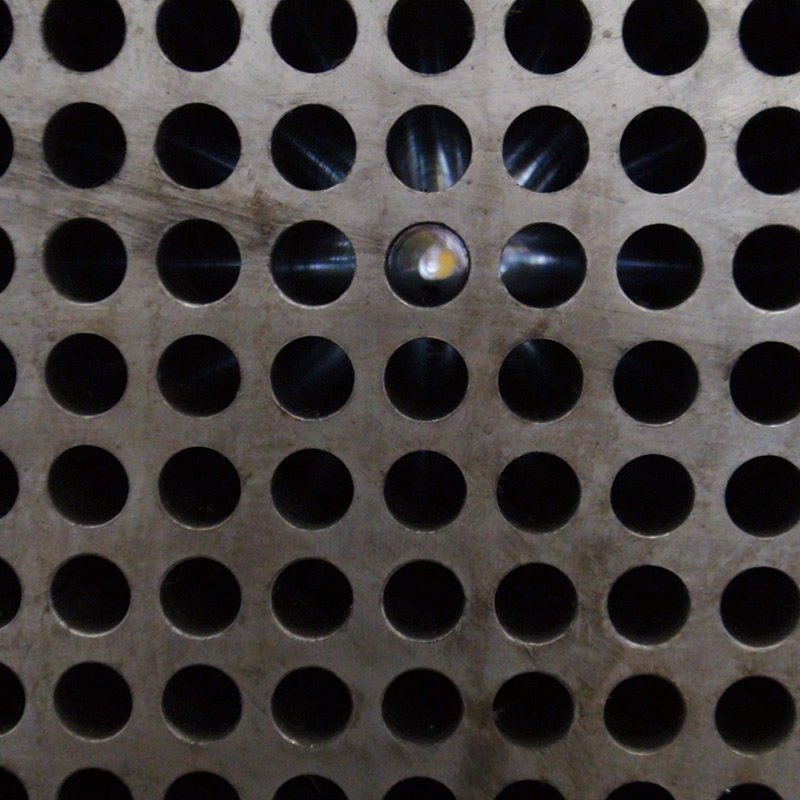
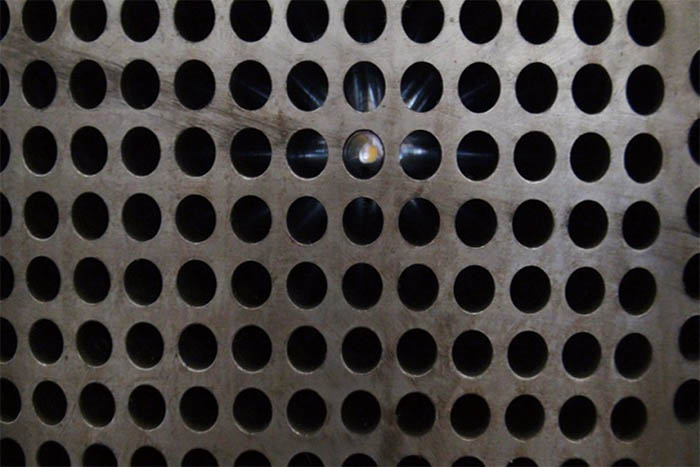
| Размер на тръбната плоча | Максималнопробиванедиаметър | φ2500 мм | Φ4000mm | φ5000mm | |||
| Диаметър на сондажа | БТА бормашина | φ16~φ32 мм | φ16~φ40 мм | ||||
| Максимална дълбочина на пробиване | 750 мм | 800 мм | 750 мм | ||||
| СондиранеШпиндел | Количество | 2 | |||||
| Разстояние между центровете на шпиндела (регулируемо) | 170-220 мм | ||||||
| Шпинделдиаметър на предния лагер | φ65 мм | ||||||
| Скорост на шпиндела | 200~2500 об/мин | ||||||
| Мощност на двигателя с променлива честота на шпиндела | 2×15kW | 2×15 kW/20,5 kW | 2×15kW | ||||
| Надлъжно движение на плъзгане (X-ос) | Удар | 3000 мм | 4000 мм | 5000 мм | |||
| Максимална скорост на движение | 4 м/мин | ||||||
| Мощност на серво мотора | 4,5 kW | 4,4 кВт | 4,5 kW | ||||
| Вертикално плъзгащо се движение на колоната (Y-ос) | Удар | 2500 мм | 2000 мм | 2500 мм | |||
| Максимална скорост на движение | 4 м/мин | ||||||
| Мощност на серво мотора | 4.5KW | 7,7 kW | 4.5KW | ||||
| Движение на двойно плъзгач за подаване на шпиндела (ос Z) | Удар | 2500mm | 2000 мм | 900 мм | |||
| Скорост на подаване | 0~4 м/мин | ||||||
| Мощност на серво мотора | 2KW | 2.6KW | 2.0KW | ||||
| Хидравлична система | Налягане/дебит на хидравличната помпа | 2.5~5 МПа,25 л/мин | |||||
| Мощност на двигателя на хидравличната помпа | 3 кВт | ||||||
| Охладителна система | Капацитет на охладителния резервоар | 3000L | |||||
| Мощност на индустриалния хладилник | 28,7 kW | 2*22KW | 2*22KW | 2*14KW | |||
| Eелектрическа система | ЦПУсистема | FAGOR8055 | Siemens828D | FAGOR8055 | FAGOR8055 | ||
| Брой наCNC оси | 5 | 3 | 5 | ||||
| Обща мощност на двигателя | Около 112KW | Относно125 кВт | Около 112KW | ||||
| Размери на машината | Дължина × ширина × височина | Около 13×8,2×6,2 м | 13*8,2*6,2 | 14*7*6 м | 15*8,2*6,2 м | ||
| Тегло на машината | Около 75 тонана | Относно70 тона | Около 75 тонана | Около 75 тонана | |||
| Точност | Точност на позициониране по оста X | 0,04 мм/ обща дължина | 0,06мм/ обща дължина | 0.10мм/ обща дължина | |||
| Точност на повторно позициониране по оста X | 0,02 мм | 0,03 мм | 0,05 мм | ||||
| Точност на позициониране наY-ос | 0,03 мм/ обща дължина | 0,06 мм/обща дължина | 0,08 мм/обща дължина | ||||
| Точност на повторно позициониране по оста Y | 0,02 мм | 0,03 мм | 0,04 мм | ||||
| Толеранс на отвораsразстояние | At Сондиранеинструмент Вход Fас | ±0,06 мм | ±0,10 мм | ±0.10mm | |||
| At Бормашинаинструмент за експортиране на лице | ±0,5 мм/750 мм | ±0,3-0,8 мм/800 мм | ±0,3-0,8 мм/800 мм | ±0,4 мм / 750 мм | |||
| Кръглост на отвора | 0,02 мм | ||||||
| Размер на отвораточност | IT9~IT10 | ||||||
1. Тази машина принадлежи към категорията хоризонтални машини за дълбоко пробиване. Прецизността на леярската платформа е стабилна, върху която има надлъжна плъзгаща се маса, която служи за носене на колоната за надлъжно движение (посока X); колоната е оборудвана с вертикална плъзгаща се маса, която носи плъзгащата се маса за подаване на шпиндела за вертикално движение (посока Y); плъзгащата се маса за подаване на шпиндела задвижва шпиндела за подаване (посока Z).

2. Оста X, Y и Z на машината се ръководят от линейни ролкови направляващи двойки, които имат изключително висока носеща способност и превъзходни динамични характеристики, без хлабини и висока точност на движение.
3. Работната маса на машината е отделена от леглото, така че затяганият материал да не бъде повлиян от вибрациите на леглото. Работната маса е изработена от чугун със стабилна прецизност.
4. Машината има два шпиндела, които могат да работят едновременно. Ефективността на машината е почти двойно по-висока от тази на машината с един шпиндел.
5. Машината е оборудвана с автоматично отстраняване на стружки с плоска верига. Железните стружки, генерирани от пробивния инструмент, се изпращат към верижното отстраняване на стружки чрез конвейер за отстраняване на стружки и отстраняването на стружки работи автоматично.

6. Машината е оборудвана с автоматична система за смазване, която може редовно да смазва частите, които ще се смазват, като например водеща релса и винт, като по този начин ефективно осигурява стабилна работа на машината и подобрява експлоатационния живот на всяка част.
7. В системата за числово управление на машината е използвана система за числово управление Simens828D/FAGOR8055, която е оборудвана с електронно ръчно колело, което я прави удобна за работа и поддръжка.

| NO | Име | Марка | Държава |
| 1 | Lводеща релса в ухото | HIWIN/PMI | Тайван (Китай) |
| 2 | ЦПУсистема | СИМЕНС | Германия |
| 3 | Планетен редуктор | АПЕКС | Тайван (Китай) |
| 4 | Вътрешна охлаждаща връзка | ДЬОБЛИН | САЩ |
| 5 | Маслена помпа | JUSTMARK | Тайван (Китай) |
| 6 | Хидравличен клапан | АТОС | Италия |
| 7 | Серво мотор за подаване | Панасоник | Япония |
| 8 | Превключвател, бутон, индикаторна лампа | Шнайдер/АББ | Франция / Германия |
| 9 | Автоматична система за смазване | БИЖУР/ХЕРГ | САЩ / Япония |
Забележка: Горепосоченият е нашият стандартен доставчик. Той може да бъде заменен с компоненти със същото качество от друга марка, ако горепосоченият доставчик не може да достави компонентите поради някакъв специален проблем.



Кратък профил на компанията  Информация за фабриката
Информация за фабриката  Годишен производствен капацитет
Годишен производствен капацитет  Търговски способности
Търговски способности 