







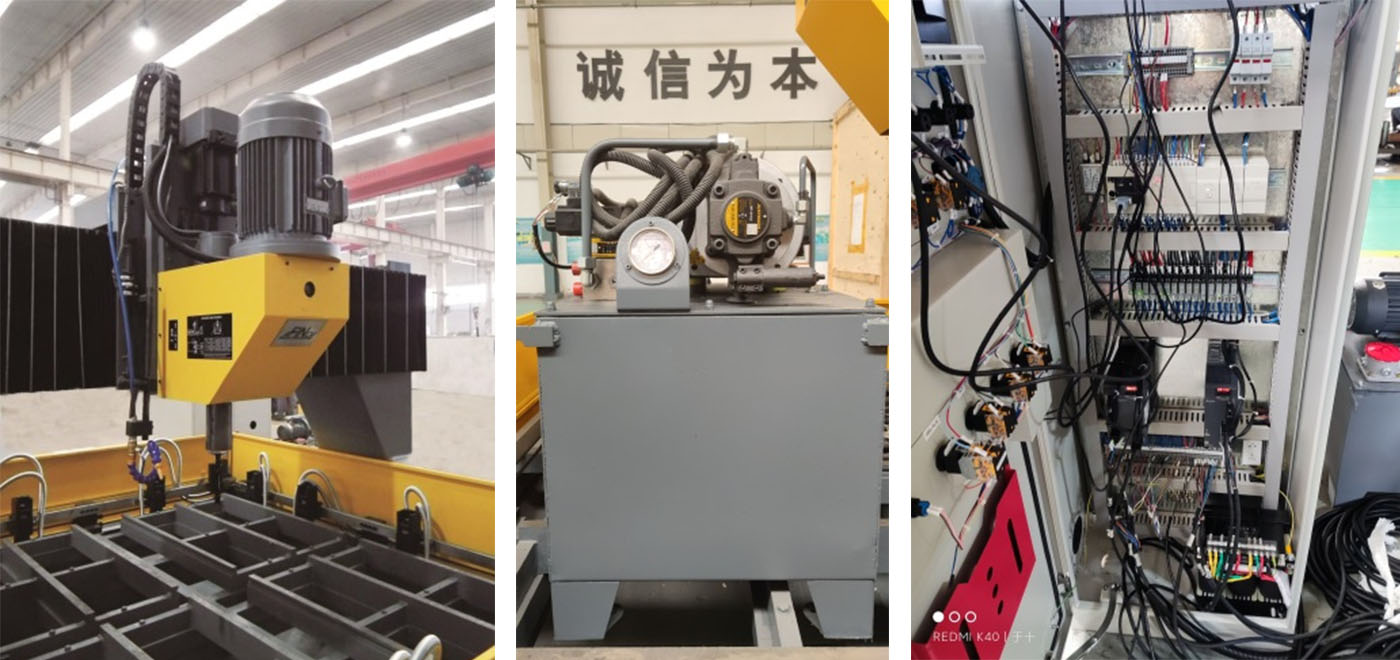
PLD7030-2 Портална мобилна CNC пробивна машина за плочи




| Максималночинияразмер | Дължина x ширина | 7000x3000 мм |
| Tдебелина | 200 мм | |
| Работна маса | Размер на Т-образния канал | 22 мм |
| Пробивна глава | Количество | 2 |
| Сондиранедупкадиапазон на диаметрите | Φ12-Φ50 мм | |
| Обороти на обороти(променлива честота) | 120-560 об/мин | |
| Морзов конус на шпиндела | №4 | |
| Мощност на шпинделния двигател | 2X7.5kW | |
| Надлъжно движение на портала (ос x) | Ход по оста X | 10000 мм |
| Скорост на движение по оста X | 0-8 м/мин | |
| Мощност на серво мотора по оста X | 2x2.0kW | |
| Странично движение на силовата глава (Y-ос) | Ход по оста Y | 3000 мм |
| Скорост на движение по оста Y | 0-8 м/мин | |
| Мощност на серво мотора по оста Y | 2X1.5kW | |
| Движение на захранващата глава (ос Z) | Ход по оста Z | 350 мм |
| Скорост на подаване по оста Z | 0-4000 мм/мин | |
| Мощност на серво мотора по ос Z | 2X1.5kW | |
| Конвейер за стружки и охлаждане | Мощност на двигателя на конвейера за стружки | 0,75 kW |
| Мощност на двигателя на охлаждащата помпа | 0,45 kW | |
| Eелектрическа система | Система за управление | PLC+ горен компютър |
| Брой CNC оси | 4 |
1. Координатната позиция на отвора може да се позиционира бързо със скорост от 8 м/мин, а спомагателното време е сравнително кратко.
2. Машината е оборудвана със серво подаваща пробивна глава с плъзгаща се маса. Шпинделният двигател на пробивната глава използва безстепенно регулиране на скоростта с променлива честота, а скоростта на подаване използва серво безстепенно регулиране на скоростта, което е удобно за работа.
3. След като ходът на подаване при пробиване е настроен, той има функция за автоматично управление.
4. Конусният отвор на шпиндела е Морз № 4 и е оборудван с редуцираща втулка Морз № 4/3, която може да се използва за монтаж на свредла с различни диаметри.
5. Използвана е мобилна портална конструкция, машината покрива малка площ и разположението на конструкцията е разумно.
6. Движението по оста X на портала се ръководи от две двойки линейни търкалящи се водачи с висока носеща способност, които са гъвкави.
7. Движението по оста Y на плъзгащата се седалка на захранващата глава се ръководи от две двойки линейни търкалящи се водачи и се задвижва от AC серво мотор и прецизна двойка сачмени винтове, което осигурява висока прецизност на позицията на пробиване.
9. Машината е оборудвана с устройство за настройка на инструмента с пружинен център, което може лесно да определи позицията на фланеца.
10. Оборудван е с устройство за отстраняване на стружки и резервоар за охлаждаща течност. Охлаждаща помпа циркулира охлаждащата течност за пробиване на шпиндела, за да подобри производителността на пробиване и експлоатационния живот на свредлото.

11. Програмата за управление използва PLC и е оборудвана с горен компютър, който улеснява съхранението и въвеждането на програма за обработка на плочи, а работата е опростена. Софтуерната платформа е Windows система с удобен интерфейс за работа, ясно и ефективно управление на ресурсите и мощна функция за програмиране; размерът на плочата може да се въвежда ръчно от клавиатурата или чрез U-диск интерфейс.
| НЕ. | Име | Марка | Държава |
| 1 | Lводеща релса в ухото | HIWIN/CSK | Тайван, Китай |
| 2 | ПЛК | Мицубиши | Япония |
| 3 | Серво мотор и драйвер | Мицубиши | Япония |
| 4 | Плъзгаща верига | JFLO | Китай |
| 5 | Бутон, индикаторна лампа | Шнайдер | Франция |
| 6 | Сферичен винт | PMI | Тайван, Китай |
Забележка: Горепосоченият е нашият стандартен доставчик. Той може да бъде заменен с компоненти със същото качество от друга марка, ако горепосоченият доставчик не може да достави компонентите поради някакъв специален проблем.



Кратък профил на компанията  Информация за фабриката
Информация за фабриката  Годишен производствен капацитет
Годишен производствен капацитет  Търговски способности
Търговски способности 
Категории продукти
-

PHD1616S CNC високоскоростна пробивна машина за ...
-

Технически документ на PDDL2016 тип интелигентен...
-

PHD3016&PHD4030 CNC високоскоростна пробивна машина...
-

PHD2020C CNC пробивна машина за стоманени плочи
-

PLD2016 CNC пробивна машина за стоманени плочи
-

PLD3030A&PLD4030 Портална мобилна CNC пробивна машина...