





PUL14 CNC машина за маркиране и рязане на U-канали и плоски пръти




| Работа материалдиапазон | 80x43x5~140x60x8mm(U канал) |
| 40x3-80x8mm(Плосък бар) | |
| Материалтип | В235 |
| Номинална сила на пробиване | 950KN |
| Максимален диаметър на щанцованеr | φ26mm(Кръгълдупка) |
| φ22x60mm(Овалдупка) | |
| Брой пробиванияпозиции | 3 |
| Маркиране на номинална сила | 630KN |
| Брой намаркировкагрупи | 4 |
| Брой намаркировкана група | 10 |
| Характерразмер | 14x10x19mm |
| Номинална сила на срязване | 750KN(лентова стомана) |
| 1000KN(Канал-стомана) | |
| Отрязанорежим | Единиченсрязване на острие |
| Максималносуровинадължинаth | 9m |
| Максимално завършенматериалдължина | 3m |
| Точност на обработката | Отговарят на изискванията на GB / T 2694-2010 |
| Режим на охлаждане | водно охлаждане |
| Обща мощност на оборудването | 33KW |
| Размери на машината | 27x9x2.2m |
| Нетно тегло | Около 14тона |
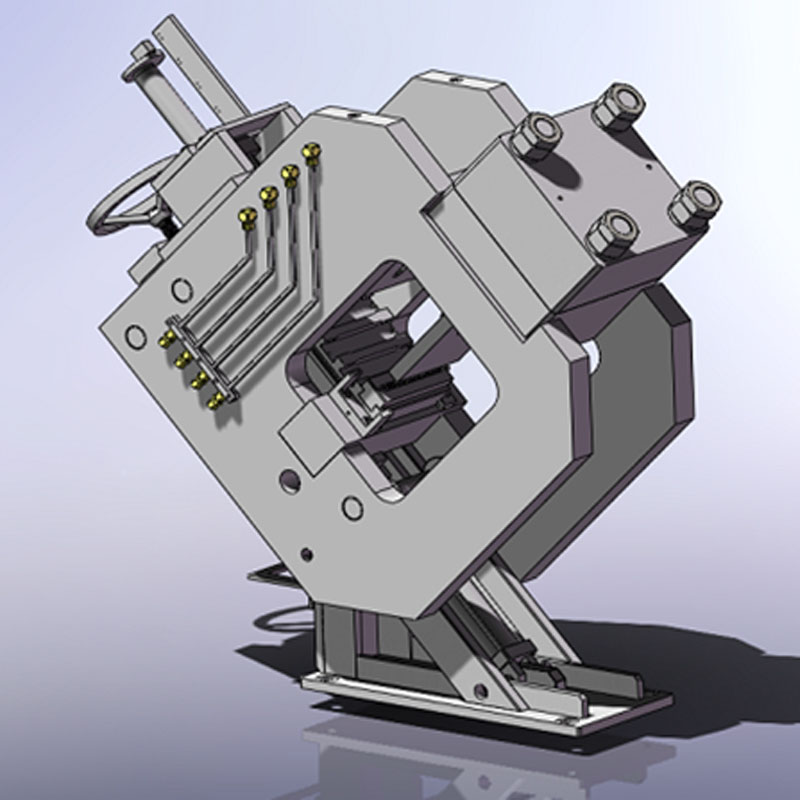
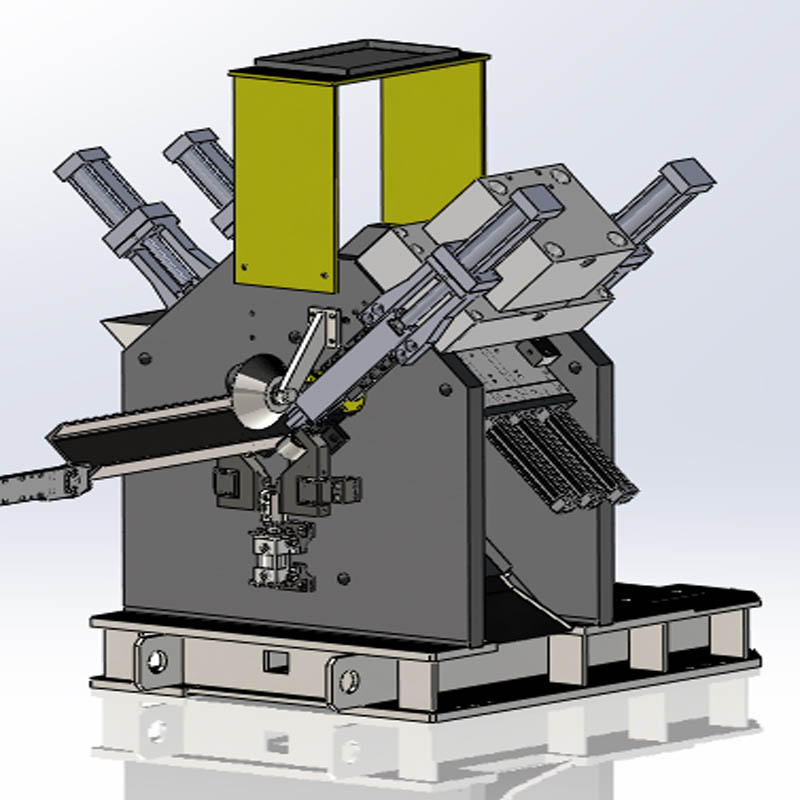
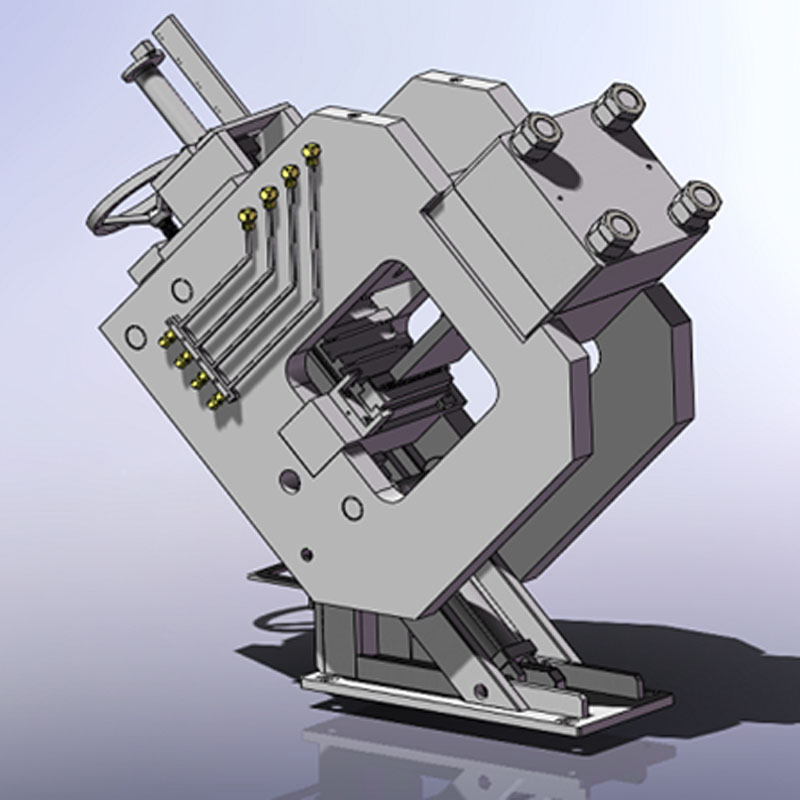
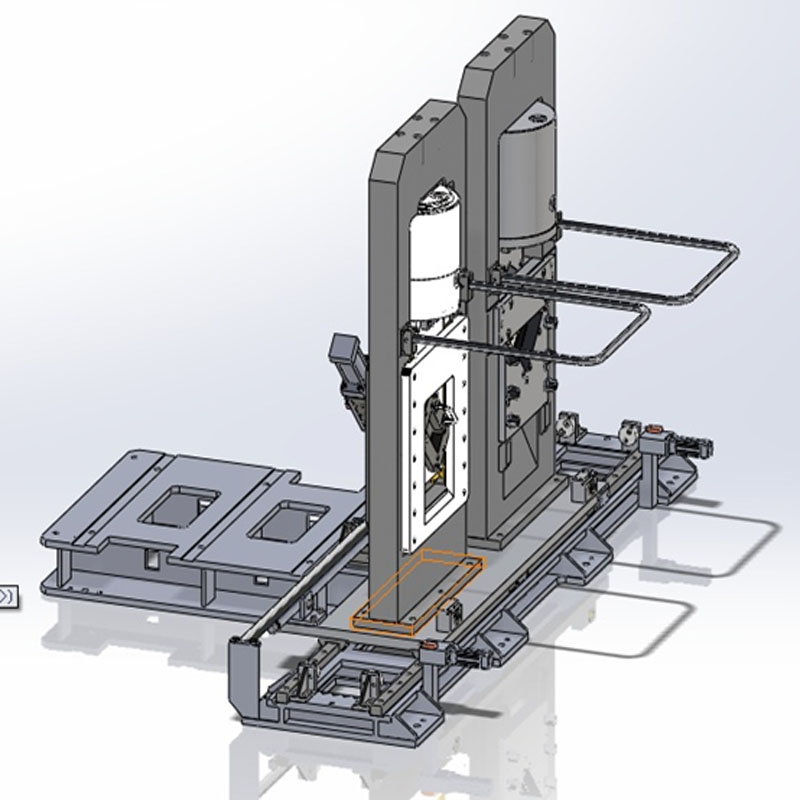
1. Основната машина се състои от маркиращо устройство, щанцоващо устройство и устройство за срязване
① Маркиращото устройство е със затворен корпус. С касета с четири взаимозаменяеми знака, всяка касета може да побере 10 знака; Стоманени канали могат да се маркират само върху мрежата.
② Перфориращият модул има затворен корпус, който може да пробие три отвора с различни диаметри (кръгъл и овален) върху материала.
③ Ножицата се състои от две устройства: ножица за плоски пръти и ножица за канали. Използван е механизъм за рязане с едно острие, който осигурява чиста секция на рязане, удобно регулиране на разстоянието между режещите отвори и спестяване на материал.
2. Материалът се затяга от пневматична скоба и се движи бързо за позициониране. Материалът се задвижва от серво мотор и зъбна рейка, с висока точност на позициониране.
3. Напречният конвейер е съставен от четири вериги с подвижни блокове и рамково тяло, а веригата се задвижва от мотор чрез редуктор.
4. Изходният конвейер се състои от конвейер и цилиндър. След като готовият материал излезе от основната част на машината, той се завърта и се изпраща от производствената линия.
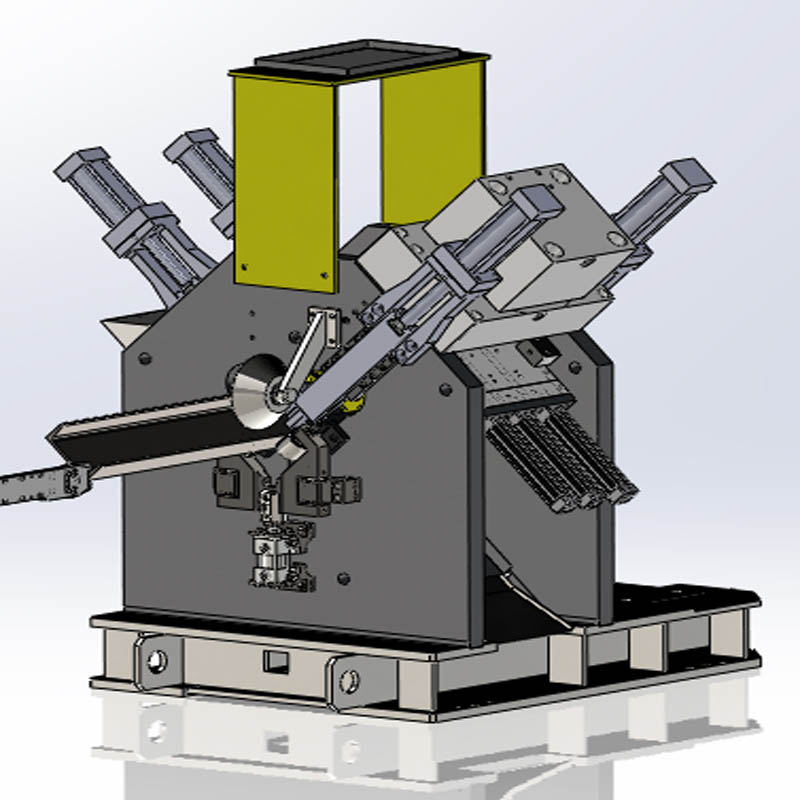
5. Машината има три CNC оси: движението и позиционирането на подаващата количка и движението нагоре и надолу и позиционирането на щанцоващите инструменти.
6. Компютърното програмиране е лесно и може да показва графики на материала и координатния размер на позицията на отвора, което е удобно за проверка. Използва се горно компютърно управление, което значително улеснява съхранението и извикването на програмата; Графичен дисплей; Диагностика на повреди и дистанционна комуникация.
7. Режим на охлаждане на хидравличния агрегат: водно или въздушно охлаждане (по избор).
| NO | Име | Марка | Държава |
| 1 | AC серво мотор | Делта/Шнайдеr | Тайван, Китай / Франция |
| 2 | ПЛК | Йокогава/ Шнайдеr | Япония / Франция |
| 3 | Входен модул | Йокогава/ Шнайдеr | Япония / Франция |
| 4 | изходен модул | Йокогава/ Шнайдеr | Япония / Франция |
| 5 | Модул за позициониране | Йокогава/ Шнайдеr | Япония / Франция |
| 6 | Контактор | Сименс | Германия |
| 7 | Превключвател на двигателя | Сименс | Германия |
| 8 | Поддържаща верига | Кабел | Германия |
| 9 | Електромагнитен разтоварващ клапан | АТОС | Италия |
| 10 | Предпазен клапан | АТОС | Италия |
| 11 | Електрохидравличен насочващ клапан | JUSTMARK | Тайван, Китай |
| 12 | Плъзгаща плоча | AirTAC | Тайван, Китай |
| 13 | Въздушен клапан | AirTAC | Тайван, Китай |
| 14 | Цилиндър | СМК | Япония |
| 15 | Дуплекс | СМК | Япония |
Забележка: Горепосоченият е нашият стандартен доставчик. Той може да бъде заменен с компоненти със същото качество от друга марка, ако горепосоченият доставчик не може да достави компонентите поради някакъв специален проблем.



Кратък профил на компанията  Информация за фабриката
Информация за фабриката  Годишен производствен капацитет
Годишен производствен капацитет  Търговски способности
Търговски способности 

