







SWZ1000C FINCM Обработка на стоманени 3D CNC пробивни машини за H-образни греди




| НЕ. | Име на параметъра | Единица | Стойност на параметъра | Забележка | |||
| 1 | Обхват на детайла | Профилна стомана | mm | 150x75~1000x500 |
| ||
| 2 | Дебелина | mm | ≤80 |
| |||
| 3 | Дължина | m | 15 м | Конфигурирайте според изискванията на клиента | |||
| 4 | Кратък лимит на материала | mm | Автоматична обработка ≥3000 |
| |||
| Ръчна обработка: 690~3000 | |||||||
| 5 | главна ос | Количество |
| 3 |
| ||
| 6 | пробийте отвор Диапазон | Фиксирана страна, мобилна страна | mm | 12~26,5 йени |
| ||
| Междинна единица | mm | 12~33,5 йени |
| ||||
| 7 | Скорост на шпиндела | об/мин | 180~560 |
| |||
| 8 | Бърза смяна на главата на картата | / | Отвор 3 с конус на Морз#、4# | Може да се промени на 2# | |||
| 9 | Аксиален ход | Фиксирана страна, мобилна страна | mm | 140 |
| ||
| Междинна единица | mm | 325 |
| ||||
| 10 | Аксиална скорост на подаване | мм/мин | 20~300 |
| |||
|
| Разстояние на преместване | Всяко вретено е в посока дължина на материала | mm | 520 |
| ||
| 11 | Двете страни на шпиндела в посока нагоре и надолу | mm | 35~470 | От долната равнина на детайла | |||
| 12 | Междинната единица е в посока на ширината на материала | mm | 45~910 | От страната на референтната точка | |||
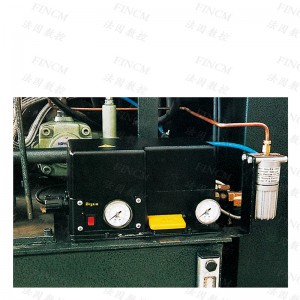
| 13 | Режим на охлаждане | Сгъстен въздух + режеща течност | / | / |
| ||
| Въздушно налягане | МПа | ≥0,5 |
| ||||
| 14 | Точност на обработката | Грешка в разстоянието между съседни отвори в група отвори | mm | ≤0,5 |
| ||
| Грешка при подаване в рамките на 10 м дължина | mm | ≤1 |
| ||||
| 15 | Мощност на електрическите машини | Трифазен асинхронен двигател за въртене на шпиндела | kW | 4x3 | Брой шпиндели 3 | ||
| 16 | Междинен модул серво мотор по оста X | kW | 1.0 |
| |||
| 17 | Серво мотор по ос Z на междинния модул | kW | 1.5 |
| |||
| 18 | Серво мотор с фиксирана и подвижна страна на ос X | kW | 1.0x2 |
| |||
| 19 | Серво мотор с фиксирана и подвижна страна на оста Y | kW | 1,5x2 |
| |||
| 20 | Трифазен асинхронен двигател за подвижна каретка | kW | 0,55 |
| |||
| 21 |
| Над измерението | mm | Около 4400×2400×3500 |
| ||
| 22 | Тегло | kg | Около 6000 |
| |||
Електрическа система
1). PLC се използва за управление на позиционирането на всяка CNC ос, откриване на материал и пробиване, както и други машинни действия. PLC системата за управление реализира високоскоростна обработка и подобрява скоростта на реакция на системата.
2). CNC устройството за подаване (подаващата количка) използва напълно затворен контур за управление, за да осигури точността на подаване при подаване на дълги разстояния; другите позициониращи CNC оси използват полузатворен контур за управление, за да осигурят точността на позициониране и стабилността на машинния инструмент.
3). Функция за наблюдение в реално време.
4). Разнообразие от методи за програмиране на материали.
5). Функция за графичен дисплей.
1. Три автоматично контролирани пробивни глави са монтирани съответно на три NC плъзгащи блока за хоризонтално и вертикално пробиване. Трите пробивни глави могат да работят независимо или едновременно.
2. Скоростта на шпиндела на всяка пробивна глава се контролира от честотен преобразувател и се регулира безстепенно; скоростта на подаване се регулира безстепенно от регулиращ вентил за скорост, който може да се регулира бързо в широк диапазон в зависимост от материала на материала и диаметъра на пробивания отвор.
3. Материалът се фиксира чрез хидравличен затягащ механизъм.


4. Машината е оборудвана с устройство за откриване на ширината на материала и височината на мрежата, което може автоматично да компенсира грешката при обработка, причинена от неправилния контур на материала, и да подобри точността на обработка.
5. Машината е оборудвана с аерозолна охладителна система, която има предимствата на по-малка консумация на охлаждаща течност, спестяване на разходи и по-малко износване на бита.
| НЕ. | Име | Марка | Държава |
| 1 | Линейна направляваща релса | HIWIN/CSK | Тайван (Китай) |
| 2 | Електромагнитен хидравличен клапан | АТОС/ЮКЕН | Италия/Япония |
| 3 | Хидравлична помпа | Просто маркирайте | Тайван (Китай) |
| 4 | Серво мотор | Панасоници | Япония |
| 5 | Серво драйвер | Панасоници | Япония |
| 6 | ПЛК | Мицубиши | Япония |
| 7 | Помпа за охлаждане с пръскачка | БИЖУР | САЩ |
| 8 | Гъвкава удължителна дюза | БИЖУР | САЩ |
| 9 | Пневматичен електромагнитен клапан | AIRTAC | Тайван (Китай) |
| 10 | Централизирано смазване | ХЕРГ/БИЮР | Япония/САЩ |
| 11 | Компютър | Леново | Китай |
Забележка: Горепосоченият е нашият постоянен доставчик. Той може да бъде заменен с компоненти със същото качество от друга марка, ако горепосоченият доставчик не може да достави компонентите поради някакъв специален проблем.

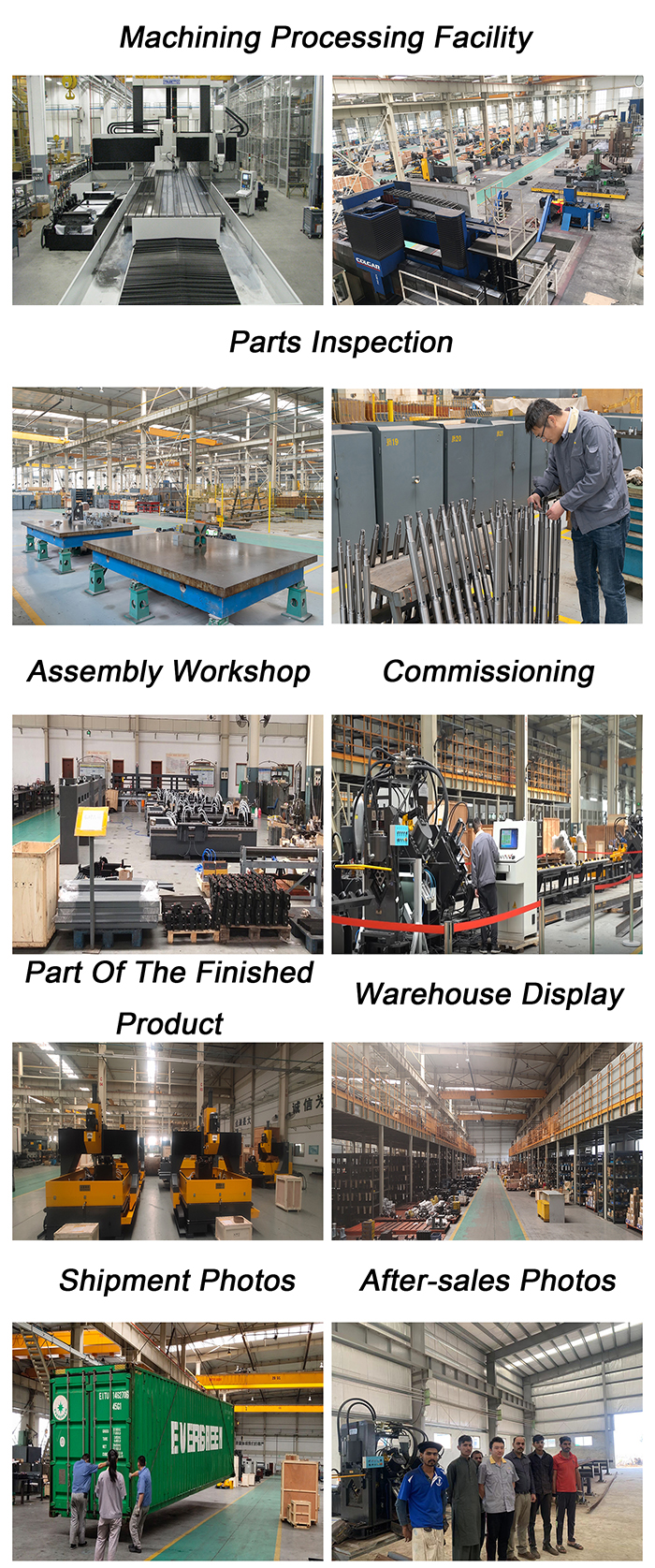


Нашата компания произвежда CNC машини за обработка на различни стоманени профили, като ъглови профили, H-греди/U-канали и стоманени плочи.
| Тип бизнес | Производител, Търговска компания | Държава / Регион | Шандонг, Китай |
| Основни продукти | Собственост | Частен собственик | |
| Общо служители | 201 – 300 души | Общ годишен приход | Поверително |
| Година на основаване | 1998 г. | Сертификати (2) | |
| Сертификати на продукти | - | Патенти (4) | |
| Търговски марки (1) | Основни пазари |
|
| Фабричен размер | 50 000-100 000 квадратни метра |
| Държава/регион на фабриката | № 2222, булевард „Сенчъри“, зона за високотехнологично развитие, град Дзинан, провинция Шандонг, Китай |
| Брой производствени линии | 7 |
| Договорно производство | Предлага се OEM услуга, предлага се дизайнерска услуга, предлага се етикет на купувача |
| Годишна стойност на продукцията | 10 милиона щатски долара – 50 милиона щатски долара |
| Фабричен размер | 50 000-100 000 квадратни метра |
| Държава/регион на фабриката | № 2222, булевард „Сенчъри“, зона за високотехнологично развитие, град Дзинан, провинция Шандонг, Китай |
| Брой производствени линии | 7 |
| Договорно производство | Предлага се OEM услуга, предлага се дизайнерска услуга, предлага се етикет на купувача |
| Годишна стойност на продукцията | 10 милиона щатски долара – 50 милиона щатски долара |
| Говорим език | английски |
| Брой служители в търговския отдел | 6-10 души |
| Средно време за изпълнение | 90 |
| Регистрационен номер на експортен лиценз | 04640822 |
| Общ годишен приход | поверителен |
| Общи приходи от износ | поверителен |
Категории продукти
-

SWZ400/9 CNC многошпинделна пробивна машина за...
-

BHD1206A/3 FINCM U-канална стоманена конструкция с ЦПУ ...
-

CNC греда триизмерна пробивна машина
-

SWZ1250C FINCM Процес на пробиване на H-греда за конструкция...
-

BHD1005A/3 FINCM CNC тристранна високоскоростна бормашина...
-

BHD1207C/3 FINCM Многошпинделна CNC пробивна машина ...